- Главная /
- Каталог /
- Промышленный инструмент /
- Инструмент для работы с резьбовыми соединениями
Инструмент для работы с резьбовыми соединениями
- Промышленный инструмент
-
- Металлообрабатывающий инструмент
-
- Магнитные сверлильные станки
- Сверла корончатые
- Игольчатые зачистные молотки
- Фаскосниматели
- Пресс-перфораторы и матрицы
- Пневматические шлифовальные машинки
- Долота пневматические ручные
- Зубила пневматические ручные
- Дрели пневматические ручные
- Надфили пневматические ручные
- Ножовки по металлу пневматические ручные
- Шаберы пневматические ручные
- Электромонтажный инструмент
-
- Насосы, насосные станции для электромонтажа
- Опрессовщики для электромонтажа
-
- Опрессовщики ручные
- Опрессовщики неавтономные
- Опрессовщики аккумуляторные
- Матрицы к опрессовщикам
-
- Матрицы Burndy W-типа и Kearney/Blackburn O-типа
- Матрицы для С-образных зажимов
- Матрицы BEKU-типа
- Опрессовочные пуансоны
- 12-тонные матрицы U-типа
- 30-тонные матрицы Матрицы к EP-520C
- 60-тонные матрицы А, С, МШ-типа к EP-60S, EP-60D
- 100-тонные матрицы по стандарту ALCOA к EP-100С
- 100-тонные матрицы А, С, МШ-типа к EP-100W
- 200-тонные матрицы А, С, МШ-типа к EP-200W
- Матрицы шестигранные для REC-6200MX LIC-5200MX IZUMI
- Матрицы для EP-150A IZUMI
- Матрицы для 200AT-13WT
- Резаки для электромонтажа
- Инструмент многофункциональный электромонтажный
- Пресс-перфораторы для электромонтажа
- Аккумуляторные батареи к электромонтажному инструменту
- Трубогибы
- РВД с фитингами и БРС для электромонтажа
- Система для опрессовки обмоток трансформаторов
- Инструмент для работы с резьбовыми соединениями
-
- Гайковерты гидравлические
-
- Гайковерты гидравлические торцевые Энерпром
- Гайковерты гидравлические торцевые серии MXTA
- Гайковерты гидравлические кассетные Энерпром
- Гайковерты гидравлические кассетные серии XLCT
- Кассеты и вставки для гайковертов гидравлических Энерпром
- Кассеты и вставки для гайковертов гидравлических серии XLCT
- Головки сменные для гайковертов
- Мультипликаторы электрические
- Мультипликаторы аккумуляторные
- Мультипликаторы пневматические
- Усилители крутящего момента
- Домкраты тензорные
- Гайкорезы гидравлические
- Насосные станции гидравлические для инструмента для работы с резьбовыми соединениями
- Пружинные балансиры
- Механический инструмент
- Инструмент для работы с арматурой и уголком
- Гидравлический инструмент и привод к нему
- Винтоверты
- Промышленная гидравлика
-
- Гидрокомпоненты
-
- Гидрокомпоненты Yuken
-
- Гидрораспределители
- Насосы пластинчатые
- Клапаны пропорциональные
- Сервоклапаны
- Гидронасосы аксиально-поршневые гидравлические
- Клапаны контроля давления
-
- Клапаны давления DT/DG
- Предохранительные клапаны с электрогидравлическим управлением B3SG
- Предохранительные клапаны с гидравлическим управлением BT/BG
- Предохранительные клапаны с электрическим управлением BST/BSG
- Редукционные гидрораспределители с обратным клапаном RCT/RCG
- Предохранительные клапаны давления HCT/HCG
- Разгрузочно-предохранительные клапаны BUCG
- Редукционные гидроклапаны RT/RG
- Редукционно-предохранительные клапаны RBG
- Тормозные клапаны серии UBGR
- Предохранительные клапаны высокого давления серии B3G
- Клапаны логические
- Клапаны модульного монтажа
- Электродвигатели с пропорциональным управлением
- Регуляторы расхода
-
- Регулятор потока (с обратным клапаном) серия FG/FCG
- Дроссели (с обратным клапаном) с гидравлическим управлением FHG/FHCG
- Дроссели двойного и одностороннего действия серия SRT/SRG/SRCT/SRCG
- Дроссельные (с обратным клапаном) модули TC1G/TC2G
- Клапаны регулировки подачи UCF1G/UCF2G
- Игольчатые дроссели серии Yuken GCT/GCTR
- Тормозные регуляторы потока серии ZT/ZG
- Обратные клапаны и гидрозамки
- Средства контроля и измерений
- Клапаны HIROSE
- Насосы и клапаны DAIKIN
-
- Насос роторный серии RP
- Насосы других серий
- Насосы поршневые объединенные с мотором (мотор-насосы) серии M
- Насосы поршневые с высокой подачей серии VZ
- Насосы поршневые с переменным объемом серии V
- Охладители масла серии AKZ
- Охладители масла циркуляционного типа серии AKC
- Охладители масла энергосберегающего типа серии AKW
- Насосы и клапаны Nachi
- Гидрокомпоненты Tokyo Keiki
- Клапаны Fuji-Engineering
- Насосы Uchida
- Клапаны Osaka Jack
- Насосы поршневые HIROSE
- Насосы роторные HIROSE
- Гидроцилиндры
- Маслостанции
-
- Маслостанции 14-17 МПа низкого давления для привода динамического гидроинструмента и разного гидрооборудования
- Маслостанции 16-32 МПа среднего давления для разного гидравлического оборудования
- Маслостанции 70 Мпа высокого давления для домкратов, прессов, гидроцилиндров
- Маслостанции 100-500 МПа сверхвысокого давления для испытательного оборудования
- Быстроразъемные соединения
-
- Пневматические БРС
- Гидравлические БРС
- Универсальные БРС
- Промышленные БРС
- Специальные БРС
- Миниатюрные БРС
- БРС СТАНДАРТА ISO
- Электрические компрессоры и вакуумные насосы
-
- Миникомпрессоры (воздуходувки)
- Компрессоры поршневые и насосы вакуумные встраиваемые
-
- Компрессоры поршневые серии AC
- Насосы диафрагменные серии VC
- Насосы вакуумные поршневые серии VP
- Компрессоры поршневые серии DAH
- Насосы вакуумные поршневые серии DVH
- Насосы поршневые и диафрагменные серии DP
- Насосы диафрагменные жидкостные серии DPE
- Насосы пьезоэлектрические жидкостные (бимор)
- Насосы поршневые вакуумные Linicon
- Рукава высокого давления








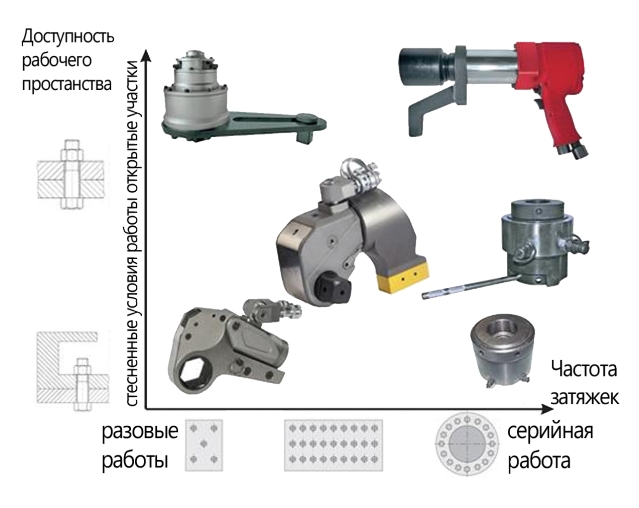
При выборе инструмента для резьбовых соединений необходимо учитывать специфику предстоящих работ:
- доступность рабочей зоны;
- частоту использования инструмента;
- необходимость одновременной затяжки нескольких соединений.
Для временных работ, связанных с затяжкой небольшого количества болтов и гаек, рекомендуется использовать мультипликаторы крутящего момента с ручным приводом.
Для работ, требующих затяжки большого количества резьбовых соединений с высоким усилием затяжки на открытых участках конструкций, идеально подходят быстродействующие и мощные мультипликаторы с пневматическим и электрическим приводом.
В условиях ограниченного пространства, например, для затяжки фланцев и крышек, рекомендуется использовать кассетные гидравлические гайковерты с минимальными габаритами, специально адаптированные для таких задач.
Тензорные домкраты «Энерпром» часто используются в случаях, когда требуется одновременная затяжка разъёмных соединений, например, крышек сосудов, работающих под давлением.
Гидравлические гайковерты со сменной головкой — это универсальный инструмент, который может использоваться в различных условиях.
Приближенная диаграмма, иллюстрирующая применяемость инструмента для различных условий работы
Существует два способа работы с резьбовыми соединениями:
- Приложение крутящего момента с применением гайковертов, динамометрических ключей, мультипликаторов крутящего момента;
- Cпособ осевой вытяжки шпильки с применением тензорных домкратов, гидравлических гаек.
Результативность применения того или иного способа зависит от качества выбранного инструмента и квалификации оператора.
| Способ | Привод | Используемый инструмент | ЗА | ПРОТИВ |
| Приложение крутящего момента | Ручной | Ручные мультипликаторы крутящего момента, динамометрические ключи | Прост в применении; автономность, высокая надежность. Возможность точного контроля величины крутящего момента . Возможность развития мультипликатором большого, до 20 000 Нм, крутящего момента . | Максимальный крутящий момент, развиваемый динамометрическим ключом не более 2700Нм . Большой объем низкопроизводительного ручного труда . Ограничения по доступности рабочего пространства над гайкой. Трудности при работе с высокими шпильками. Высокие требования к квалификации оператора . |
| Пневматический | Ударные пневмогайковерты | Быстродействующий, небольшой вес. | Отсутствие контроля величины крутящего момента Возможность повреждения компонентов резьбового соединения . Высокая травмоопасность (динамические нагрузки, вибрация) . Сложность работы при низкой температуре. Затруднена работа с высокими шпильками и в ограниченном пространстве. Необходимость блока подготовки воздуха . | |
| Гидравлический | Гидравлические гайковерты | Высокий крутящий момент (69 247 Нм) . Возможность контроля значения крутящего момента . Плавность и равномерность затяжки. Возможность работы с высоко выступающими над гайкой шпильками и в ограниченном пространстве. | Относительно высокие начальные затраты на оборудование (необходима насосная станция) . Высокие требования к квалификации оператора . | |
| Пневматический | Мультипликаторы крутящего момента с пневмоприводом | Контролируемый крутящий момент, до 13 500 Нм (с электрическим приводом до 23 500 Нм); высокая скорость затяжки, реверсивный. | Необходимость в блоке подготовки воздуха . Ограничения по доступности рабочего пространства над гайкой. Трудности при работе с высокими шпильками. Высокие требования к квалификации оператора . | |
| Электрический | Мультипликаторы крутящего момента с электрическим приводом | |||
| Осевая вытяжка | Гидравлический | Гидравлические тензорные домкраты, гидрогайки | Высокая, контролируемая точность создания требуемого усилия затяжки; единообразие остаточного усилия затяжки; возможность синхронной затяжки; высокий КПД вследствие отсутствия трения при затяжке; высокое качество затяжки. | Требуется некоторое пространство над гайкой для установки домкрата . Шпилька должна выступать над гайкой не менее, чем на 0,8d . Невозможность использования при нагретой шпильке . |
Пневматические гайковерты предназначены для быстрой затяжки больших массивов гаек без точного контроля (±10%) значения крутящего момента После этой стадии работ производится контролируемая затяжка с помощью динамометрических ключей, мультипликаторов или гидравлических гайковертов.
Затяжка резьбовых соединений
Технические характеристики и качество крепёжных элементов и соединений, а также выбор инструмента и метода затяжки имеют ключевое значение для обеспечения надёжности и долговечности машин, механизмов и строительных конструкций.
Прочность резьбовых соединений — это гарантия того, что усилие предварительной затяжки сохранится в течение всего срока эксплуатации.
Надёжность крепежа
Основные параметры резьбовых соединений — это минимальная разрушающая нагрузка и пробная нагрузка, которая для болтов с классом прочности 6.8 и выше составляет 74–79% от минимальной разрушающей нагрузки.
Пробная нагрузка — это контрольное значение, которое должно быть выдержано стержневой крепёжной деталью при испытаниях.
Усилие предварительной затяжки, на которое производится затяжка резьбового соединения, обычно принимается в пределах 75–80%, в некоторых случаях — до 90% от пробной нагрузки. При этом в упруго напряжённых элементах крепежа происходит пластическая деформация, которая приводит к снижению напряжений во времени, и усилие затяжки соединения уменьшается без дополнительных силовых воздействий.
В технической документации указывается усилие предварительной затяжки или соответствующее значение крутящего момента затяжки.
Повреждения в резьбовых соединениях обычно возникают из-за следующих причин:
- неправильно подобранные компоненты соединения;
- недостаточное или избыточное усилие затяжки;
- неравномерное распределение усилия затяжки.
Метод приложения крутящего момента
Наиболее распространённым методом затяжки резьбовых соединений является метод создания крутящего момента на гайке или болте. Этот метод заключается в приложении к гайке или болту крутящего момента, который обеспечивает необходимое усилие затяжки.
Главное преимущество этого метода — наличие большого количества профессионального инструмента с ручным, пневматическим, гидравлическим или электрическим приводом.
Если усилие затяжки недостаточно, то резьбовое соединение будет повреждаться под действием изменяющейся нагрузки. Если усилие затяжки избыточно, то процесс затяжки может привести к разрушению компонентов соединения.
Таким образом, надёжность резьбового соединения зависит от правильного выбора усилия затяжки, поэтому необходим постоянный контроль крутящего момента на гайке.
Крутящий момент косвенно характеризует величину усилия затяжки. Для правильно сконструированного соединения и при контроле крутящего момента этот метод является удовлетворительным в большинстве случаев.
Однако в ответственных резьбовых соединениях требуются более точные методы определения усилия затяжки, которые позволяют снизить отклонение предельного (остаточного) усилия затяжки от номинального значения. Эти методы основаны на прямом контроле усилия затяжки или на контроле угла поворота гайки, или на измерении величины растяжения шпильки.
В конечном итоге, самое важное — это усилие затяжки резьбового соединения.
В технической документации указывается требуемое усилие затяжки (кН). Однако после нескольких циклов разборки и сборки соединений, а также после длительной эксплуатации могут произойти изменения в характеристиках резьбового соединения, которые не были учтены.
Требуемый момент затяжки конкретного соединения зависит от нескольких переменных:
- коэффициента трения между гайкой и шпилькой;
- коэффициента трения между поверхностью гайки и поверхностью соединяемой детали;
- качества и геометрии резьбы;
- класса прочности болта.
Наибольшее значение имеет трение в резьбе между гайкой и шпилькой, а также между гайкой и деталью. При сухом трении, грубой поверхности и усадке материала потери могут быть настолько большими, что при затяжке на соединение будет приходиться не более 10% момента. Остальные 90% будут уходить на преодоление сопротивления трения и усадку.
Таким образом, хотя соединение будет считаться затянутым, оно не будет таковым. Система гайковёрта будет показывать требуемый момент, но требуемое усилие затяжки соединения не будет достигнуто.
В процессе эксплуатации на резьбовое соединение воздействуют нагрузки и вибрация, что может привести к ослаблению соединения и, как следствие, к аварии.
Коэффициент трения можно снизить, используя масло, но не слишком сильно, так как это может привести к превышению усилия затяжки и разрушению шпильки.